
Auger filler buyer guide
How to brief an auger filler project and compare machine options before requesting a quote.
View detailsPlan auger filling around powder flow, dust generation, hopper behaviour, settling and finished-pack quality.

The same nominal fill weight can behave very differently across powders. Cohesive products may bridge, dusty products may contaminate seal zones, and aerated powders may settle after filling. These issues should be discussed before the final machine choice is chosen.
How to brief an auger filler project and compare machine options before requesting a quote.
View details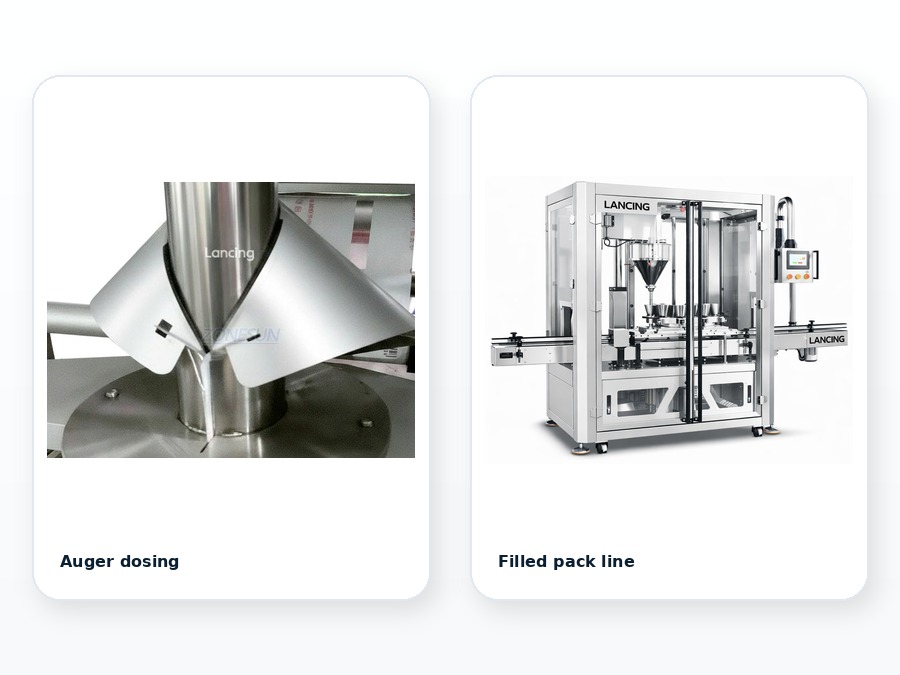
When volumetric auger dosing is enough and when weigh feedback or checkweighing should be considered.
View details
Practical factors around cohesive powders, dusty products, hopper behaviour, settling and seal contamination.
View details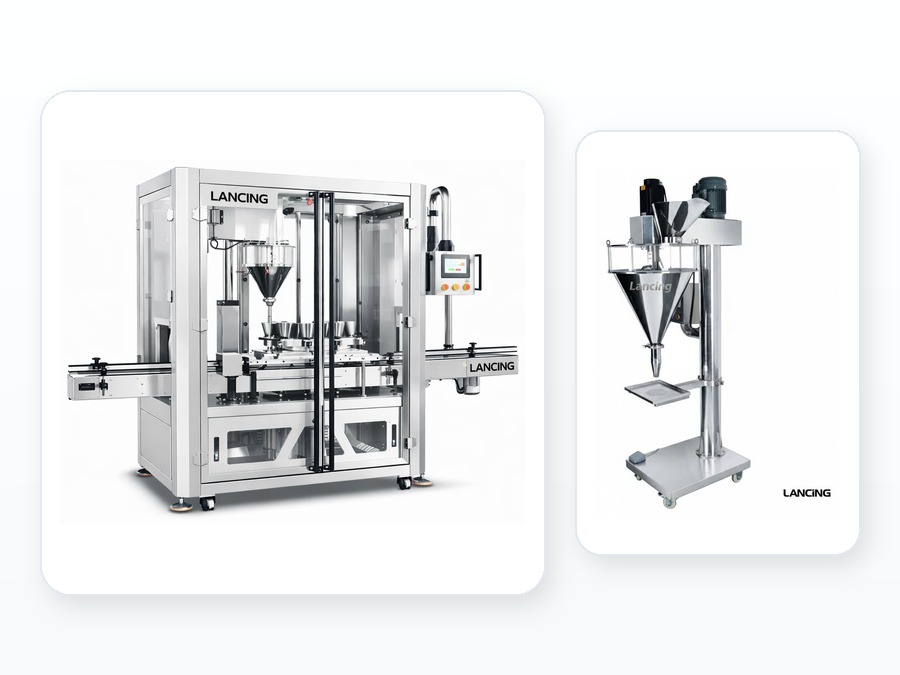
The product, pack, output and factory details to include so the shortlist is realistic.
View detailsBridging happens when product forms an arch or blockage in the hopper or feed path, interrupting consistent dosing.
Some powders are aerated during handling and reduce in volume after dosing, which can affect headspace and closing.
Dust in the seal area can reduce seal quality, so fill timing, cut-off, extraction and pack design matter.